1.モニターサマリを閲覧する¶
注釈
製造ラインから取得したデータは、リアルタイムにモニターサマリへ反映されます。 生産実績、稼働状況、最新CTなどの項目を一覧で閲覧することができます。


1.2 表示項目について¶
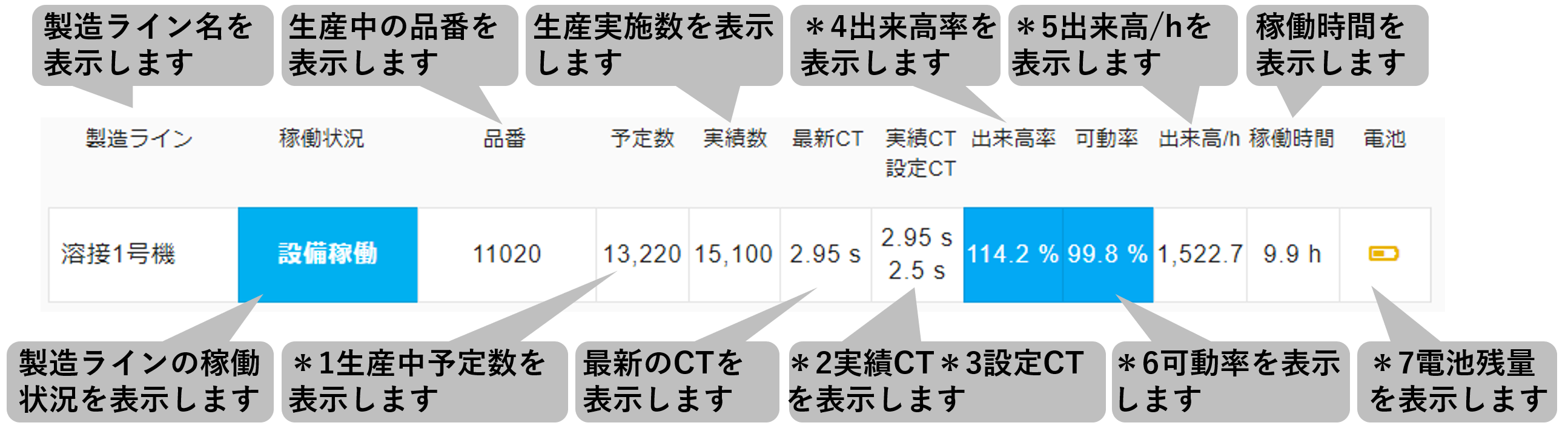
モニターサマリの表示項目は下図の通りです。(CTはサイクルタイムの略称です)
稼働状況、品番、最新CTはリアルタイムに反映されます。
それ以外の項目はおよそ 1 分ごとに反映されます。
*1予定数
製造ラインが停止せずに、設定CTで稼働した場合の生産個数の見込みを表します。
予定数より実績数が少ない場合は、何らかの理由で設備が停止していた可能性があります。
*2実績CT
製造ラインのサイクルタイムの平均を表します。
サイクルタイムの日々のバラつきや製造ラインの実力値を知ることができます。
*4出来高率
生産予定数に対する生産実績数の達成率を表します。
現時点の生産進捗を知ることができます。

*5出来高/h
1時間当たりの生産個数を表します。
出来高/h = 生産実績数 ÷ 稼働時間 × 3600
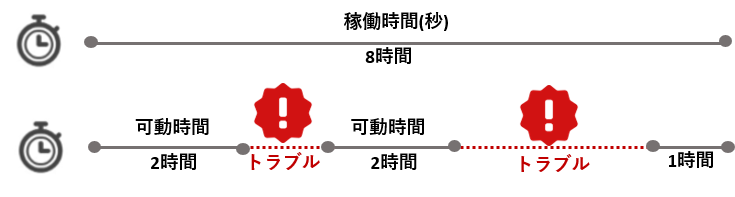
*6可動率(べきどうりつ)
製造ラインが正常に稼働していた時間の割合を表します。
可動率 = 可動時間 ÷ 稼働時間 × 100
可動時間は「稼働時間-停止時間」、稼働時間は「全体時間-休憩時間」です。
出来高率と可動率(べきどうりつ)の違いについて
出来高率は、生産予定数に対する生産実績数の達成率を表します。
可動率(べきどうりつ)は、製造ラインが正常に稼働していた時間の割合を表します。
- 事例1.出来高率が高く 可動率が低い場合
製造ラインが稼働していた時間が少ないため、製造ラインの停止時間が改善ポイントです。
- 事例2.出来高率が低く 可動率が高い場合
生産予定数に対する生産実績数が低いため、製造ラインのCTが改善ポイントです。
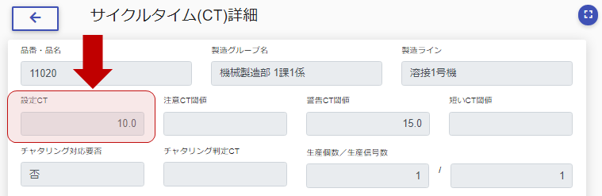
- 事例3.出来高率が100%を超えている場合
製造ラインの設定CTと実績CTが合っていない可能性があります。 正しく現状を把握するために、設定CTの見直しをお勧めします。
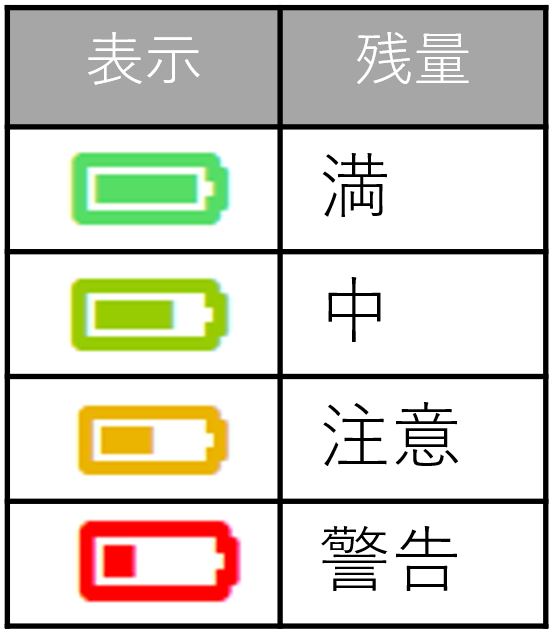
*7電池残量
送信機の電池残量を表す送信機の電池残量を表します。
完全に電池残量がなくなると、受信機との接続が切れ、データを取得出来なくなります。
異常を発生させることもできなくなりますので、定期的な電池交換を推奨します。
1.3 モニターサマリの便利機能¶
①表示項目を項目毎に[表示][非表示]を切り替える
(1)【 】をクリックすると表示項目の一覧が表示されます。


(2)下図の青枠内をクリックすることで[表示] [非表示]を切替えることができます。

②モニターサマリの履歴を参照する
(1)【履歴】をクリックして、モニター履歴を表示します。

(2)履歴を参照します。履歴の参照方法は下記の通りです。
・カレンダー機能を使用する方法

・日付を直接指定する、前日に戻る、翌日に進む、現在情報に戻る方法
③取得したデータをダウンロードする
(1)【CSV出力】をクリックします。

(2) CSV出力の出力範囲を決めます。

(3)【CSV出力】をクリックします。
④モニターサマリの画面を印刷する
(1)【印刷】をクリックします。

(2) 送信先のプリンターを選択し【印刷】をクリックします。